

本地联系方式
>
联系我们
大韩高性能材料(广东)有限公司
地址:中国广东东莞市银河二路7号
邮编:523520
电话:+86-769-8800-0733
传真:+86-769-8800-0737
大韩新材料(惠州)有限公司
地址:中国广东惠州仲恺高新区中韩产业园
邮编:516039
电话:+86-198-0658-1082
联系我们
大韩高性能材料(广东)有限公司
地址:中国广东东莞市银河二路7号
邮编:523520
电话:+86-769-8800-0733
传真:+86-769-8800-0737
大韩新材料(惠州)有限公司
地址:中国广东惠州仲恺高新区中韩产业园
邮编:516039
电话:+86-198-0658-1082

发布时间:2019-04-23
阅读量:866
 打印
打印
 收藏此页
收藏此页
纵观手机结构件的发展,业界早已从2010年左右苹果手机主导的铝合金、玻璃后盖,走向了多元化材质解决方案,先后引入了陶瓷、复合板、注塑PC等技术路线下的多种手机材质方案。如中国的比亚迪等实力供应商,已完成陶瓷、玻璃、复合板、塑胶、CNC等的全产业链布局,提供多种打包解决方案。比亚迪电子在经历功能机全面颓败,大客户诺基亚订单锐减,机构件业务几近停滞的经验教训后,成功转型走向多元化客户、多元化技术服务路线,如今玻璃、陶瓷、塑胶、五金等业务全线开花,具备较高抗风险能力。
而中国市场目前主流的手机非金属背盖材质为玻璃、复合板及陶瓷材质。2018年复合板作为仿玻璃手机背盖方案,得益于其相对玻璃的高性价比(18-30元/PCS)、丰富灵活的可定制化外观、工艺流程较为简单,爬坡上量快等优点,被多款终端机型采纳,如OPPO A3 、vivo Z1、OPPO realme1、联想K5 PLAY等,通达、汇诚、威博、阿特斯、仲辰等企业都在复合板背盖上受益匪浅。
复合板之后,注塑透明PC背盖作为一种更低成本、高效的制品形态,具备更好的冲击强度及耐用性,正引起越来越多传统塑胶厂的关注,有望成为2019年主流的手机背盖方案。注塑仿玻璃工艺已在进一步发展成熟中,其核心技术压缩注塑模具,曾经的注塑机构件大厂都具备开发能力,且保有的精密电动注塑机,在附加顶杆机构及控制软体改装后,能满足注塑压缩的生产需求。这一次,传统注塑大厂,不需再引入新设备,即可受益5G时代手机塑胶背盖的市场红利,在智能手机市场找回足足丢失10年的话语权。经了解,比亚迪、东方亮彩、劲胜、联懋、鑫旺达、通达、惠科等多个厂家正在加速布局注塑透明PC手机背盖。三菱化学、Sabic、大韩化工等原材料厂家也在验证PC注塑手机背盖专用料,可以满足高硬度、低应力、无彩虹纹等要求。目前业界正在开发验证的普通注塑PC手机背盖,厚度一般在0.8mm至1.0mm,相比主流的玻璃后盖(0.50mm/0.55mm)要厚很多,注塑透明PC背盖的厚度需尽量往0.5mm至0.6mm靠拢,否者将限制其在轻薄机型上的应用。

图 畅销印度的OPPO realme (注塑仿玻璃技术)
注塑压缩成型作为注塑成型的高级形态,更为适应薄壁透明光学制品的成型,在光学透镜、超薄导光板、薄型汽车装饰板等制品上广泛应用。注塑压缩成型PC背盖能在厚度上达成对标玻璃,而不需增加整机厚度或外观做妥协牺牲,正在被越来越多的厂家导入开发。

图 注塑压缩手机背盖(来源碧昇)
一、注塑透明PC手机背盖的装饰工艺
目前注塑压缩PC手机背盖有以下几种外观装饰工艺路线:
1)注塑压缩+IMR,适合平面或2.5D手机背盖,缺点是IMR膜材开发周期长,图案定制自由度小。IMR装饰膜的UV层只有几个微米,长期使用存在UV层被破坏导致图案磨损问题。
2)注塑压缩+IML,适合3D手机背盖,缺点是IML膜层存在剥离脱落风险,背盖最外层是PET或PC IML 片材,外观视觉通透性不够,高档感不足。
3)注塑压缩+硬化+贴膜,缺点在于增加了硬化工序,良率下降,成本提升。然而在突破了加硬及CNC技术瓶颈后,其表面硬度可做到媲美玻璃,且可以复用玻璃/复合板的后段贴膜装饰工艺,产业链完备,满足终端外观要求难度小。小编认为目前这是可行性最高的解决方案。
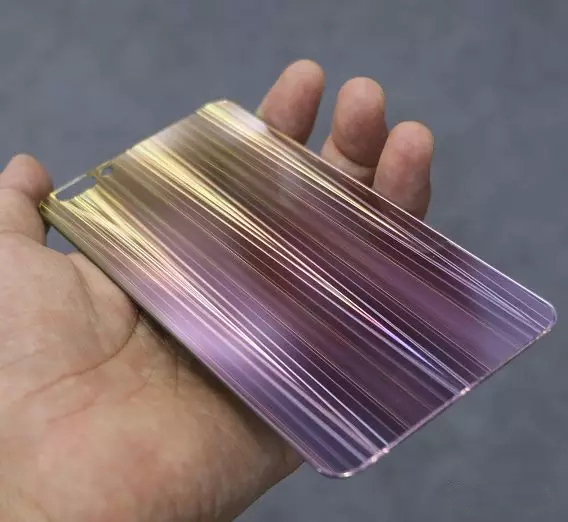
图 复合板贴膜外观效果(摄于捷荣),注塑压缩PC背盖可以复用此项工艺图 PVD装饰
目前主流的3D玻璃加工工序如下:
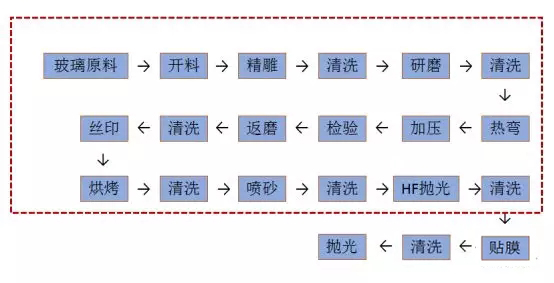
图 主流3D玻璃加工工序
注塑PC背盖可以省掉红色虚线框中的工序,制程极大简化,成本大幅下降。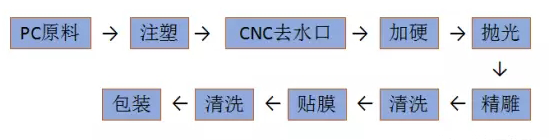
图 注塑PC背盖工序
二、注塑压缩技术介绍
注射压缩成型是传统注塑成型的高级形式,结合了射出成型和压缩成型两种技术。在射胶填充阶段,模具型腔未完全闭合,此时型腔厚度尺寸比制品设定的厚度大,熔胶得以在低压状态注入模腔,此后锁模机构运转,动模模腔闭合到制品设定厚度,动模型腔整体推动熔体填充整个模腔并完成保压动作。模腔中建立的压力均匀分布于产品表面的两个方向,极大提高产品表面细微部精度,尺寸稳定性以及生产工艺重复性。因注塑压缩制品取向较小,内应力低,特别适合于厚度小透明度要求高的制品。传统注塑与注射压缩成型的区别,如下图所示:
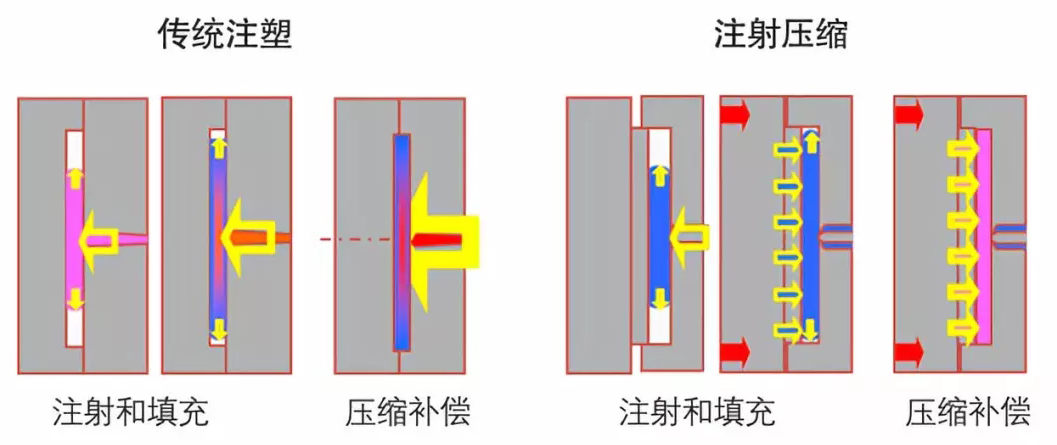
图 传统注塑与注塑压缩工艺(来源网络)
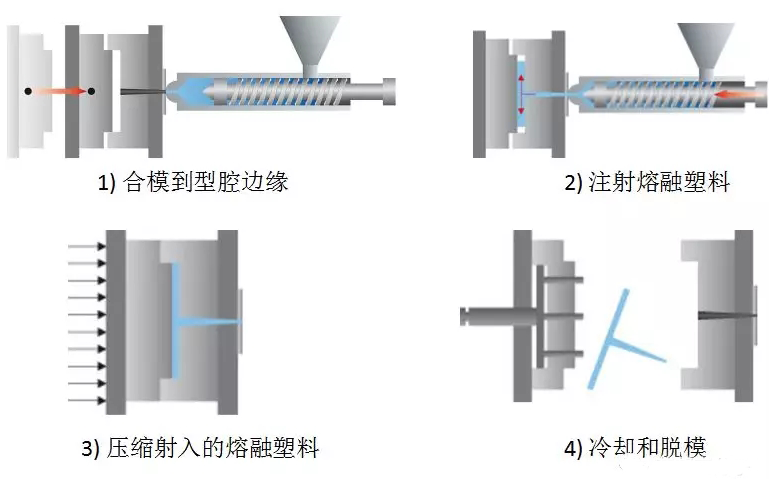
图 注塑压塑工艺流程(来源网络)
传统注塑在成型大面积薄壁制品(如光学镜片、异形导光条、装饰条等)时往往力不从心,导致的结果往往是设计师的妥协:增加产品厚度,降低产品颜值以满足普通生产。这样的结果是普通注塑的不足之处导致的:
1)普通注塑成型薄壁制品时,必然提高注塑压力来达到塑胶流程要求,否者填充不满型腔(短射)。高的注塑压力,导致产品内应力大,制品翘曲尺寸超差或静置后应力开裂变形,不能满足制品的组装尺寸精度要求或耐久使用性。
2)如上图所示,普通注塑的熔胶从狭小的流道系统填充型腔,浇口附近注塑压力大,容易在浇口附近产生外观缺陷(尤其是透明PC料),不能满足光学性能及外观件制品的要求。
3)透明PC手机背盖,普通注塑制品表面很大几率出现彩虹纹,不能满足外观要求。而采用不产生彩虹纹原料,又将面对成本剧增的难题。
4)普通注塑的保压模式存在缺陷,远离浇口部分的熔胶表面最早凝固,得不到充分保压,难以复制模具精细的外观效果,导致薄壁制品远离浇口位置外观并不完美。
三、注射压缩成型的优缺点
注塑压缩成型融合了普通注塑及压合成型的优势,并在专有机台上实现自动化、高精度重复性生产,在薄壁透明PC手机背盖成型上具有优势,其优缺点如下:
优点:
1)需要更小的注塑压力,降低产品外观缺陷;
2)由于融体中仅有微小的剪切应力,产品内应力很小,保压压力更均匀,提高产品的表面质量,降低彩虹纹;
3)增加产品密度,同时内应力降低,产品的耐化学性能更强,可以使用更高等级的加硬液,把产品的硬度做的更高;
4)需要更小的锁模力,小机台有机会实现多模穴生产,提高效率;
5)可以用标机改制,减少设备投资;
缺点:
1)相对传统注塑成型工艺,注射成型过程较为复杂,相同锁模力吨位下,设备成本较高;
2)注射压缩模具较为复杂,技术要求高。
特别声明:衷心欢迎您访问大韩化工,请仔细阅读本法律声明,您在大韩化工网站的一切行为将被认为您接受以下服务协议:1.本网站包含的信息和内容,是基于公开资料获得的,这种信息资料没有被独立核实,本网站对引用公开信息的客观真实性、准确性和完整性不作任何保证,仅供参考使用。2.本网站文章仅代表作者本人的观点,与本网站立场无关。3.大韩化工网站依法保护知识产权,若是我们转载的稿件,版权归原作者所有;若文章、报告有涉及或侵犯您的有关权益,请即时与我们联系,注明网址及作品名称,我们会即时处理或删除。4.本网站的信息和内容有随时更改的可能性,我公司恕不另行通知。
服务热线:+86-755-8652-7080
 扫一扫关注我们
扫一扫关注我们
All rights reserved © 2020 KOREA CHEMICAL IND.
ICP备案:粤ICP备18138117号
 粤公网安备 44030502006867号
粤公网安备 44030502006867号


 分享到:
分享到: 推荐阅读
推荐阅读